-
- 1.1 Ашылу тарихы
- 1.2 Вольфрам мен молибденнің физикалық және химиялық қасиеттері, қолдану саласы
- 1.3 Вольфрамның өндірістік шикізаттары
- 1.4 Вольфрам концентраттарын өңдеу. Вольфрам үшоксидінің өндірісі
- 1.5 Молибденнің өндірістік шикізаттары
- 1.6 Молибден концентраттарын өңдеу. Молибден үшоксидінің өндірісі
- 1.7 Металдық вольфрам мен молибден ұнтақтарын өндіру
- 1.8 Ұнтақты металлургия әдісімен тұтас металдық вольфрам және молибден алу
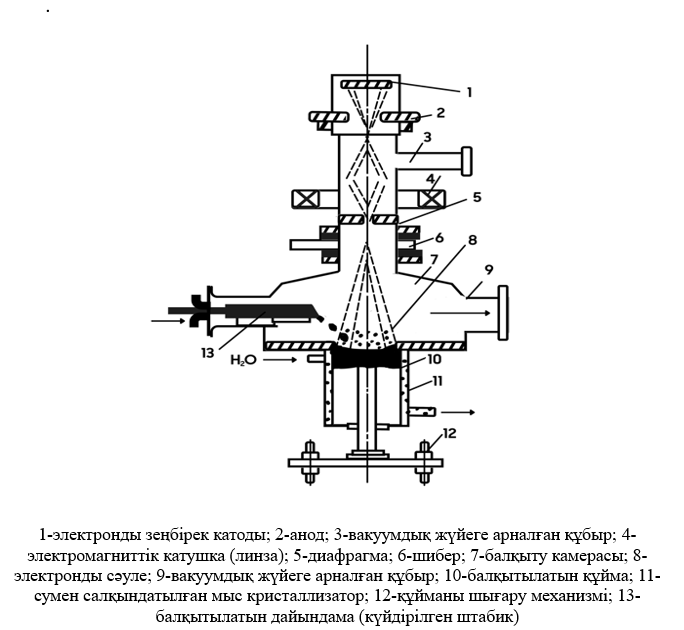
- 1.9 Молибден мен вольфрамды балқыту
- 1.10 Вольфрам мен молибденді қысыммен өңдеу
-
- 4.1 Жалпы мәліметтер
- 4.2 Титан, цирконий және гафнийдің қолдану салалары
- 4.3 Титанның химиялық қосылыстарының өндірісі
- 4.4 Титан диоксиді өндірісі
- 4.5 Цирконий мен гафнийдің химиялық қосылыстарын өндіру
- 4.6 Кеуекті және ұнтақ тәрізді титан, цирконий және гафний өндірісі
- 4.7 Тұтас металдық титан және цирконий өндірісі
-
- 5.1 Ашылу тарихы
- 5.2 Ренийдің қасиеттері
- 5.3 Ренийдің шикізат көздері
- 5.3.1 Ренийдің дәстүрлі емес шикізаттары
- 5.4 Сульфидті молибденит концентраттарын өңдеуде ренийдің таралуы
- 5.5 Сульфидті мыс концентраттарын өңдеуде ренийдің таралуы
- 5.6 Ренийді қайтармалы шикізаттар мен техногенді өнімдерден бөліп алу
- 5.6.1 Ренийді техногенді өнімдерден бөліп алу әдістері
- 5.6.2 Ренийді қолданыстан шыққан немесе жарамсыз катализаторлардан бөліп алу әдістері
- 5.6.3 Ренийді ренийқұрамды қорытпалардан бөліп алу
- 5.7 Ренийді ерітінділерден бөліп алу технологиясы және аммоний перренатын алу
- 5.8 Ұнтақты және тұтас металдық рений өндірісі
Мазмұны
1.10 Вольфрам мен молибденді қысыммен өңдеу
Күйдірілген вольфрам және молибден штабиктары суыққа төзімсіз. Алайда, 1300-1400 ℃ қыздырғанда штабиктерді сомдауға, содан кейін жаймаларды созуға немесе илемдеуге болады. Деформация дәрежесінің жоғарылауымен металдардың пластикалық қасиеттері артып, өңдеу температурасы төмендейді.
Сымды созуға арналған шаршы қималы штабиктерді дөңгелек шыбықтарға сомдау айналмалы сомдау машиналарында жүзеге асырылады (1.28-сурет). Олардың жұмыс істеу принципі - пеште (сутегі ортасында) алдын ала қыздырылған штабик вольфрам штангасының осінің айналасында үлкен жылдамдықпен айналатын және машинаның айналмалы білігінің ойықтарында диаметрі бойынша кері қозғалыс жасайтын екі соғу плашкасынан күшті соққылар алады (минутына 10000-12000 соққы). 1 минуттық соққылар саны роликтердің және шпиндельдің айналу санына байланысты. Плашкалардың диаметрін өзгерте отырып, диаметрі 2-3 мм шыбықтар алынады. Олар әрі қарай қыздырылған күйдегі сымды тартуға алдымен қатты қорытпалардан жасалған фильерді (2-ден 0,5 мм-ге дейін) қолдана отырып, ірі тізбекті және сымдауыш білдекке түседі. Кейін орташа және жұқа (0,5-тен 0,01 мм-ге дейін) сымдау машиналарына жіберіледі. 0,3 мм-ден жұқа вольфрам сымын сымдау үшін алмазды фильерлер қолданылады.
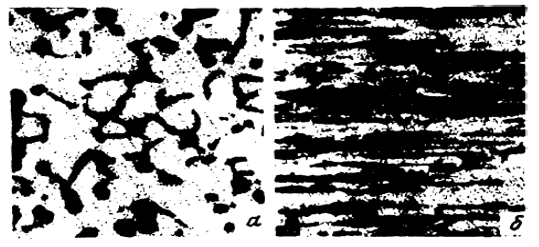
Вольфрам сымын тарту температурасы 800-ден 500℃-та сым диаметрінің төмендеуіне байланысты өзгереді. Соғу және тарту процесі кезінде дайындаманың бастапқы тепе-теңдік құрылымы өңдеу осі бойымен бағытталған ұсақ кристалдардан тұратын "талшыққа" айналады (1.29-сурет).
Қысыммен өңдеу кезінде вольфрам шыбықшасы қайта кристалдану температурасынан жоғары аралық күйдіруге бір рет қана ұшырайды. Соғу мен тартудың барлық келесі кезеңдерінде қыздыру температурасын қайта кристалдану температурасынан төмен деңгейде ұстайды, өйткені қайта кристалданған күйдегі вольфрам нәзік болады. Осылайша, қайта кристалданатын аралық күйдірулерсіз, вольфрам 100000 - 200000 есеге дейін созылатын (және сәйкесінше көлденең қиманың төмендеуімен) үлкен жиынтық деформацияға төтеп бере алады. Бұл қайта кристалданатын күйдірусіз бірде-бір металға жол берілмейді.
Жұқа вольфрам сымының беріктігі - 4 ГПа-дан жоғары.
Вольфрамнан айырмашылығы, өңделген молибденнің қайта кристалдануы оның сынғыштығының жоғарылауына әкелмейді. Сондықтан молибденді қысыммен өңдеу процестерінде бірнеше қайта кристалданатын күйдіру қолданылады. Молибденнің жоғары пластикалығы қыздырусыз сымды тартуға (сонымен қатар жұқа таспаны илектеуге) мүмкіндік береді.
Вольфрам мен молибденнің күйдірілген дайындамаларын алдын-ала қыздырылған қысыммен өңдеудің принциптері жалпақ сомдау, жабындар мен таспаларды илемдеуге негіз жасады.
Ірі түйіршікті құрылымына байланысты балқытылған молибден мен вольфрамның дайындамаларының деформациялануы қиын. Дәндерді ұнтақтау үшін мұндай дайындамалар қыздырылған экструзиямен өңделеді (дайындаманы матрица арқылы престеу). Бұл әдіспен кернеу күйінің схемасы (жан-жақты қысудың арқасында) соғуға қарағанда біркелкі болады. Молибден дайындамалары экструзия алдында 1400-1700 ℃ дейін, вольфрам дайындамалары 1600-1900 ℃ дейін қыздырылады. Тотығуды болдырмау үшін қыздырылған дайындамалар метал қабықшаларда экструдирленеді. Экструзиядан кейін металдар икемді болады, бұл олардан жаймаларды, сымдарды және т.б. өнімдерді өңдеуге мүмкіндік береді.
Бақылау сұрақтары
1. Вольфрам концентраттарын ыдырату әдістері мен алынатын өнімге дейінгі бір тізбекті тарқатып түсіндіріңіз
2. Вольфрам концентраттарын автоклавты-содалы тәсілмен өңдеу процессі
3. Натрий вольфраматы ерітіндісін қоспалардан тазарту реакцияларын жазыңыз.
4. Шеелит концентратын қандай қышқыл түрлерімен өңдеуге болады?
5. Құрамында вольфрамы бар қайтармалы шикізатты қайта өңдеу тәсілдері
6. Молибден концентраттарын күйдіру жолдары. Молибденнің тотығуының механизмі мен кинетикасы
7. Молибден концентраттарын азот қышқылымен ыдырату процессі. Процестің физикалық-химиялық негізі
8. Молибден үшоксидін алудың хлорлы әдістері
9. Металдық вольфрам мен молибденнің алу жолдары
10. Ұнтақты металлургия әдісімен тұтас металдық вольфрам және молибден алу процесі